.webp?width=490&height=327&name=Set-Up-Photo-6-JPG%20(1).webp)
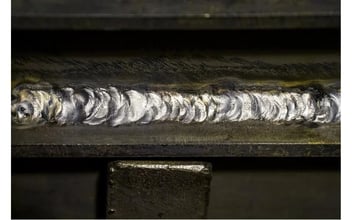
Great welds start with great edge preparation. Proper edge preparation in welding is a critical step for ensuring a strong and reliable weld joint. The quality and consistency of the edge preparation directly affects the weld quality, strength, and integrity.
If the edges are not properly prepared, it can lead to several issues such as:
-
Inadequate penetration: If the edges are not properly beveled or grooved, the weld metal may not penetrate deep enough into the base material, resulting in a weak and unreliable weld.
-
Incomplete fusion: If the edges are not properly cleaned or beveled, the weld metal may not properly fuse with the base material, resulting in incomplete fusion. Incomplete fusion can weaken the weld joint and increase the risk of failure.
-
Cracking and distortion: Improper edge preparation can also cause cracking or distortion during the welding process. Uneven edges can cause uneven heating and cooling, which can result in warping or distortion of the workpiece.
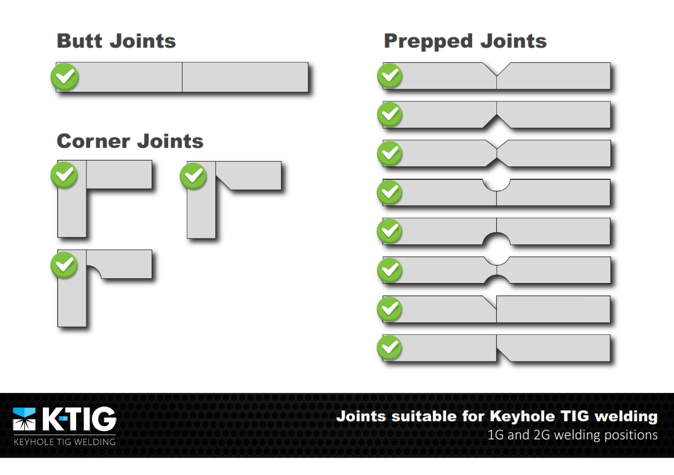
Welding a no-gap joint can save time compared to other joint designs, especially when using certain welding processes.
One of the primary advantages of a square butt joint is that it requires minimal edge preparation. Unlike other joint designs that require beveling or grooving, a no-gap joint only requires the edges of the workpiece to be squared off. This means that less time and effort is required to prepare the joint for welding, which can result in significant time savings.
Another advantage of a no-gap joint is that it allows for a faster welding speed. This is because the joint design provides a shorter welding path and requires less filler material to be deposited compared to other joint designs. Additionally, the lack of bevels or grooves means that less heat input is required to form the weld, which can further reduce the overall welding time.
Further advantages of a joint presented as a no-gap butt joint with a closed root gap include minimal shrinkage and distortion as well as time saved on fit-up. With a no-gap joint, there is far less shrinkage because the joint has far less area to move and shrink against itself. No-gap joints are far more efficient to tack than other prepped joint fit-ups where a specific root gap has to be set and managed.
However, it is important to note that the actual time savings when welding a no-gap butt joint will depend on several factors, such as the type of welding process, the material being welded, and the skill level of the welder. For example, some welding processes, such as gas tungsten arc welding (GTAW), may require more time and effort to weld a no-gap joint than other processes like gas metal arc welding (GMAW).
The K-TIG automated welding system is a high-speed, single-pass welding process that uses a solid-state joining method. This process is suitable for welding a wide range of materials, including stainless steel, carbon steel, nickel alloys, titanium, duplex, and super duplex.
The K-TIG process uses a narrow, keyhole-shaped weld pool that penetrates deeply into the base metal, so there is no need for bevels or grooves. The keyhole weld pool is formed by a high-energy plasma arc, which melts the base metal and forms a narrow channel through the thickness of the workpiece. The channel is filled with molten metal and solidifies behind the weld pool as it moves forward, forming a solid-state bond.
The no-gap butt joint with minimal or no land edge preparation is recommended for K-TIG welding because it minimizes the amount of heat input required to form the weld, which results in reduced distortion, less material waste, and faster welding speeds. Additionally, this edge preparation reduces the risk of defects such as porosity or incomplete fusion that can occur with other joint designs.
In summary, for K-TIG welding, the recommended edge preparation is a no-gap butt joint with minimal or no land, which ensures a high-quality weld with minimal distortion and reduced risk of defects.